














PPE detection systems: how to standardize safety compliance across every shift and site in 2026
Roughly 4,337 workers died from preventable workplace incidents in 2024, and nearly 4 million more required medical care, costing the U.S. economy an estimated $181.4 billion (Source: National Safety Council). Manufacturing remains one of the higher-risk sectors, with private industry employers recording about 2.6 million nonfatal injuries and illnesses in the most recent reporting year (Source: U.S. Bureau of Labor Statistics). For EHS directors managing multiple plants, the core question is no longer whether to automate PPE compliance monitoring but how to do it without adding headcount. This article explains how PPE detection systems work, what to evaluate when choosing one, and how video AI turns the cameras already on your walls into AI safety teammates that surface non-compliance in seconds, automate audit-ready documentation, and help standardize coaching from first shift to third.
Key takeaways
- PPE detection systems use computer vision to identify missing or improperly worn protective equipment in real time, closing the gap between periodic inspections.
- Camera-agnostic platforms like Spot AI connect to existing IP cameras (Avigilon, Axis, Pelco, Hanwha, any ONVIF), so most sites go live in days with no rip-and-replace.
- Automated compliance logs, time-stamped video evidence, and safety dashboards cut the management hours typically burned on OSHA documentation and audit prep.
- AI-driven PPE monitoring shifts safety programs from lagging indicators like TRIR toward leading indicators such as exposure patterns and recurring non-compliance zones.
- Phased deployment, starting with one high-risk line, lets EHS teams validate accuracy, build worker trust, and scale to multi-site standardization within months.
Key terms
- PPE detection system: A video AI application that uses computer vision models to automatically identify whether workers are wearing required protective equipment (hard hats, safety vests, gloves, respirators, hearing protection) and generates alerts when non-compliance is detected.
- Leading indicator: A measurable safety metric that reflects exposure or risk before an injury occurs, such as PPE non-compliance rate by zone or shift. Contrast with lagging indicators like TRIR or DART, which measure harm after the fact.
- Camera-agnostic: A platform architecture that works with any IP camera brand or model, typically via ONVIF protocol, eliminating the need to replace existing hardware.
- Hybrid edge-to-cloud: A processing architecture where AI inference runs on local hardware (the edge) for low-latency alerts while metadata flows to a cloud dashboard for cross-site analytics, reporting, and model updates.
Why PPE compliance still varies across plants and shifts
Two facilities can run the same equipment, follow the same SOPs, and use the same training materials, yet post very different safety records. The gap usually widens during overnight and weekend shifts when supervisor-to-worker ratios drop. By the time a lapse surfaces through a traditional observation card or incident report, workers have already been exposed to avoidable hazards.
Compounding the challenge, an aging manufacturing workforce is changing the injury profile. While older workers (55 and above) tend to experience fewer total injuries, those injuries are more severe, involve more fractures, and require longer recovery periods (Source: Occupational Health & Safety). PPE adherence, especially fall-protection gear, slip-resistant footwear, and eye protection, becomes even more critical as the workforce ages. Manual spot checks cannot scale to cover every zone, every shift, every day.
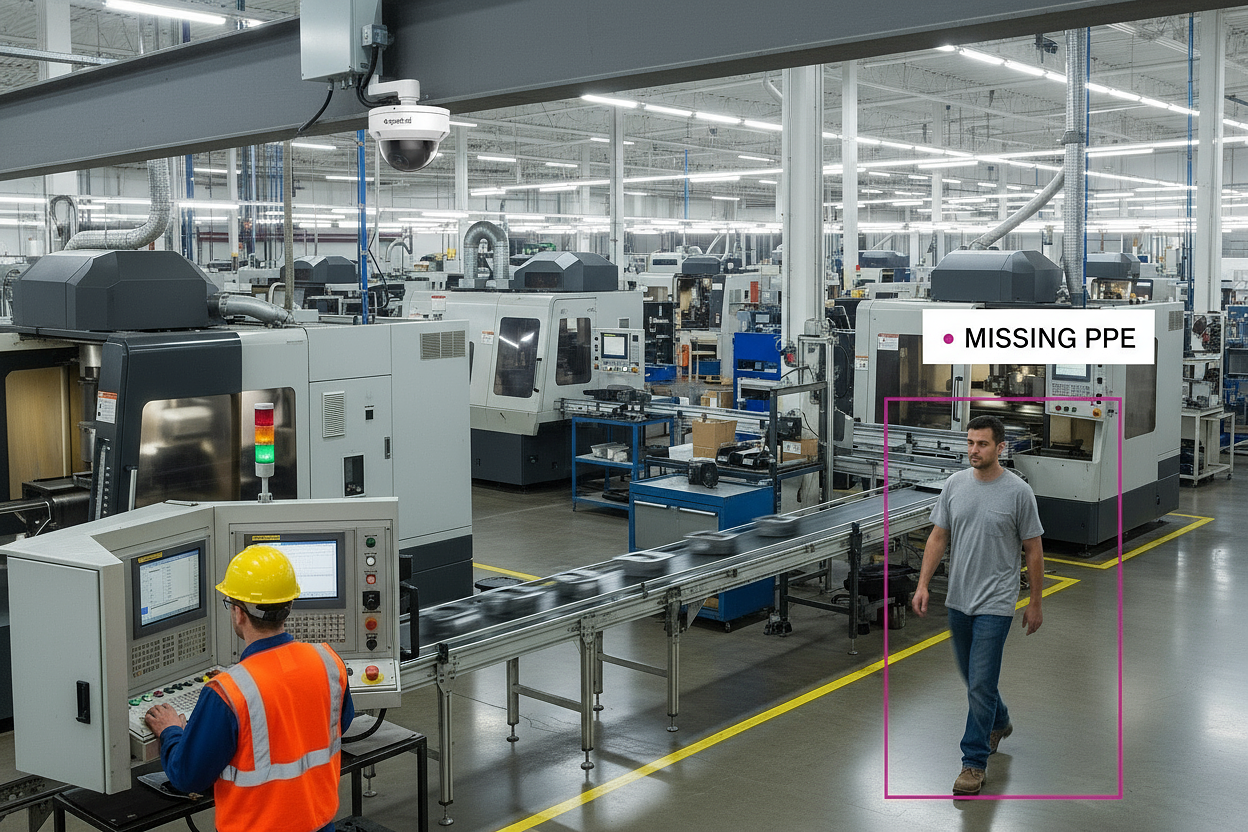
This is where video AI fills the gap. Instead of relying on periodic walkthroughs, a PPE detection system turns existing cameras into AI safety teammates that monitor every feed around the clock and flag non-compliance the moment it appears.
How PPE detection systems work
A PPE detection system processes live video from IP cameras through computer vision models trained on industrial datasets. Each frame is analyzed to detect and classify protective equipment types: hard hats, safety vests, gloves, respirators, hearing protection, and face shields. When the model identifies a missing or improperly worn item, it generates a context-aware alert routed to the appropriate supervisor, safety team member, or directly to the worker.
Peer-reviewed research confirms this approach delivers reliable results in real manufacturing conditions. A 2024 study of a computer-vision PPE monitoring system deployed in an industrial environment reported 92.11% detection precision, 0.95 recall, and an F1-score of 0.93, with the compliance assessment module reaching 90% effectiveness (Source: RSIS International). These numbers show that modern models can approach human-level recognition even in environments with dust, variable lighting, or crowded sightlines.
Core components of a PPE detection platform
A complete system integrates several layers that work together to deliver continuous safety oversight:
- Video capture infrastructure: Existing IP cameras positioned to cover high-risk zones, entry points, and production lines. No new cameras required if coverage is adequate.
- AI processing engine: Computer vision models, often running on edge hardware for low-latency detection, that classify PPE types and assess compliance in real time.
- Alert management: Notification routing via SMS, email, mobile app, or integration with existing EHS platforms so the right person responds within seconds.
- Compliance dashboard: A centralized interface displaying adherence rates by zone, shift, and site, with trend lines and drill-down capability.
- Integration layer: Open APIs and webhooks connecting PPE data to ERP, quality management, workforce management, and insurance platforms.
These components operate 24/7 without additional staffing, which is precisely why the technology resonates with EHS directors responsible for third-shift coverage across multiple plants.
A systematic review of smart PPE technologies found that vision-based PPE detection performs best when organizations design camera placement, illumination, and data workflows around the specific tasks and hazards present in the workplace. Prioritize camera angles that capture full-body views at entry points and high-risk zones, and ensure adequate lighting to maintain detection accuracy across all shifts.
The manufacturing safety compliance landscape in 2026
OSHA's manufacturing standards span machine guarding, lockout/tagout, hazard communication, respiratory protection, and PPE requirements. Recent electronic reporting mandates for establishments with 100 or more employees in high-hazard industries add another layer of documentation complexity. Regulations also emphasize that all PPE must "properly fit" each worker, creating new compliance nuances for multi-site operations managing diverse workforce demographics.
BLS state-level data reveals significant variation in injury rates and fatality profiles across jurisdictions, reflecting differences in industry mix, enforcement intensity, and safety culture (Source: U.S. Bureau of Labor Statistics). For a manufacturer operating plants in Ohio, Texas, and Georgia, that variation means a single corporate safety playbook may not produce uniform outcomes without a standardized monitoring layer.
PPE requirements by manufacturing sector
Different environments demand distinct PPE configurations. The table below illustrates how requirements shift across sectors:
Manufacturing environment |
Standard PPE requirements |
Specialized equipment |
|---|---|---|
General manufacturing |
Hard hats, safety boots, safety glasses |
High-visibility vests in traffic areas |
Food and beverage |
Hairnets, gloves, masks |
Protective clothing for clean areas |
Chemical processing |
Respirators, chemical-resistant gloves |
Face shields, protective suits |
Metal fabrication |
Welding helmets, flame-resistant clothing |
Heat-resistant gloves, protective screens |
Electronics assembly |
Anti-static wristbands, cleanroom suits |
Specialized eyewear for precision work |
Complexity multiplies when facilities handle hazardous substances or operate across jurisdictions with varying local regulations. A PPE detection system that supports zone-based rules, where Zone A requires respirators and Zone B requires only safety glasses, addresses this complexity without burdening supervisors with manual zone checks.
How video AI reshapes PPE compliance management
From lagging indicators to leading indicators
Traditional safety metrics like TRIR "measure harm after it has occurred and offer limited insight into emerging exposure" (Source: World Economic Forum). Video AI flips this dynamic. By continuously analyzing camera feeds, a PPE detection system surfaces leading indicators: which zones show recurring non-compliance, which shifts drift from baseline, and which tasks correlate with PPE removal. Safety teams can intervene on the pattern, not just the incident.
Spot AI's AI Safety Manager operates within this framework. Pre-trained Video AI Agents analyze every camera feed across production areas, identifying missing hard hats, safety vests, or other required gear as events happen. When a lapse occurs, the platform generates an alert routed to the appropriate person. Because Spot AI is camera-agnostic and connects to any ONVIF-conformant camera, this capability layers onto existing infrastructure without a hardware overhaul.
Automated, audit-ready documentation
Manual compliance documentation is one of the largest time sinks for EHS teams. Walking sites, checking boxes, re-typing notes into databases, and chasing signatures during shift changes can consume dozens of management hours each week, and the resulting records still contain gaps.
PPE detection platforms automate this burden through several mechanisms:
- Time-stamped event logs: Every detected non-compliance event is documented with timestamp, camera location, and video clip, creating verified evidence for investigations or inspections.
- Audit-ready dashboards: Compliance data formatted to align with OSHA reporting language, accessible from any browser.
- Searchable incident archives: Historical records readily available for root-cause analysis or regulatory inquiries.
- Automated report generation: Daily, weekly, and monthly compliance summaries compiled without manual effort.
This automation converts compliance from a scramble before an OSHA visit into an always-ready state. Facilities maintain detailed records demonstrating consistent protocol adherence rather than point-in-time snapshots. For chemical manufacturing and other high-hazard sectors, that distinction can materially affect citation outcomes.
Integration with existing safety and operations systems
PPE detection delivers maximum value when it connects to the broader safety and operational ecosystem. The table below maps common integration points:
System type |
Integration benefit |
Data exchanged |
|---|---|---|
ERP systems |
Link safety metrics to production data |
Incident costs, downtime tracking |
Quality management |
Correlate safety compliance with quality outcomes |
Process adherence metrics |
Workforce management |
Track adherence patterns by team or shift |
Training needs identification |
Maintenance systems |
Connect safety events to equipment status |
Condition-based maintenance triggers |
Insurance platforms |
Provide current risk assessment data |
Premium optimization metrics |
Spot AI supports these connections through open APIs, webhooks, and a live Model Context Protocol (MCP) endpoint that lets any authorized AI assistant securely query safety data, run reports, and surface compliance trends with read-only permissions.
Operational benefits beyond compliance
Reducing injury risk and associated costs
The National Safety Council estimates that occupational injuries cost the U.S. economy approximately $181.4 billion in 2024 when accounting for wage and productivity losses, medical expenses, administrative expenses, and employers' uninsured costs (Source: National Safety Council). Even a modest percentage reduction in incident rates, achieved through better PPE compliance and earlier hazard detection, translates into meaningful savings for mid- to large-scale manufacturers.
PPE detection systems reduce injury risk through three primary mechanisms:
- Timely hazard intervention: Alerts fire within seconds of a non-compliance event, allowing correction before exposure to dangerous conditions.
- Behavioral pattern recognition: AI identifies recurring non-compliance by zone, shift, or task, enabling targeted coaching rather than blanket retraining.
- Environmental correlation: Detection data linked to production schedules or maintenance windows reveals systemic issues that periodic inspections miss.
These capabilities prove especially valuable in high-risk areas such as confined spaces, elevated work zones, or areas with limited visibility where traditional supervision struggles to maintain coverage.
Productivity and talent retention
Safety and productivity are tightly linked. Fewer incidents mean less downtime for investigations and recovery. Automated compliance checks eliminate repeated supervisor interruptions for manual verification. Consistent safety enforcement creates environments where workers focus on tasks rather than worrying about uncontrolled hazards.
The World Economic Forum notes that safer workplaces using AI to manage exposure in real time are better positioned to attract and retain talent in tight labor markets, linking safety technology directly to broader workforce strategy (Source: World Economic Forum). For EHS directors, this reframes PPE detection from a compliance expense into a contributor to operational resilience and employee engagement.
Implementation best practices for PPE detection
Assessing facility readiness
Successful deployments begin with a focused assessment. EHS teams should evaluate five areas before selecting a platform:
- Current non-compliance patterns: Document where, when, and why PPE lapses occur most frequently.
- Shift-specific gaps: Analyze adherence differences between day, evening, and night shifts.
- High-risk zones: Map areas with elevated injury rates or severe consequence potential.
- Existing camera coverage: Evaluate current IP camera infrastructure for adequate sightlines and resolution.
- Integration requirements: Identify EHS, ERP, or quality systems that need PPE data connectivity.
This assessment reveals implementation priorities. A facility with strong day-shift compliance but poor overnight performance might prioritize third-shift monitoring first, while operations facing multi-site standardization challenges need centralized oversight from day one.
Phased deployment strategy
Manufacturing environments benefit from phased rollouts that minimize disruption while demonstrating value early. A typical progression looks like this:
- Pilot (4 to 6 weeks): Select one high-risk production line. Connect 10 to 20 cameras. Establish baseline PPE adherence metrics. Train the core safety team on alert workflows.
- Expanded deployment (8 to 12 weeks): Extend to additional high-risk areas. Integrate with the safety management system. Refine alert thresholds based on pilot learnings. Begin automated reporting.
- Full facility coverage (12 to 16 weeks): Deploy across all production areas. Connect to ERP and compliance systems. Implement trend analysis and shift-over-shift scorecards.
- Multi-site standardization (6+ months): Replicate validated configurations across facilities. Create centralized dashboards. Standardize compliance metrics and training programs enterprise-wide.
Spot AI's plug-and-play hardware and camera-agnostic architecture compress the pilot phase. Most sites go live in days, not months, because the platform connects to existing cameras without rip-and-replace.
Change management and worker trust
Workers may initially view automated monitoring with skepticism. Successful programs frame the technology as an AI safety teammate designed to help everyone go home healthy, not as a tool for punitive enforcement. The World Economic Forum's human-centric AI framework recommends involving frontline workers in the design and rollout of AI tools, ensuring transparency about how data will be used, and aligning AI objectives with worker wellbeing (Source: World Economic Forum).
Practically, this means inviting operators to review example alert clips, set escalation preferences, and participate in refining detection thresholds. When workers see the system catching a genuine hazard on their line and helping them correct it before anyone gets hurt, trust builds quickly. Research on a deployed PPE monitoring system found that users rated the platform 4.68 out of 5 for acceptability when it was designed with clear purpose, intuitive dashboards, and reliable alerts (Source: RSIS International).
When rolling out PPE detection, start with a phased approach: pilot on one high-risk line, involve frontline workers in reviewing alerts and refining thresholds, and use the resulting data to build trust before scaling. Organizations that follow this pattern see higher worker acceptance scores and faster enterprise-wide adoption.
Technology architecture: what EHS leaders should evaluate
Hybrid edge-to-cloud processing
The best PPE detection platforms combine edge processing for low-latency, on-the-spot alerts with cloud analytics for cross-site reporting and model updates. Spot AI's hybrid architecture keeps full-resolution video on-prem via its Intelligent Video Recorder (IVR), sending only metadata across the network. This approach preserves bandwidth, satisfies data sovereignty requirements, and keeps deployments PCI-clean and SOC 2 compliant.
Network security and AI governance
Video streams and safety data are sensitive assets. Security best practices for PPE detection deployments include isolated camera networks separated from production controls, encrypted data transmission, role-based access control, and complete audit logging of system access and configuration changes.
Security experts recommend applying a "default to zero trust" stance to AI workflows, validating and monitoring AI interactions, and applying least-privilege access for AI agents (Source: Security Magazine). EHS leaders should ask prospective providers how access controls are implemented, how data exports are governed, and how the system supports human review of automated actions.
Spot AI addresses these requirements with NDAA-compliant hardware, SOC 2 practices, zero-trust architecture, and read-only permissions on its MCP endpoint for external AI integrations.
Scalability and future readiness
A PPE detection system should accommodate facility expansion, new PPE types, and integration with emerging smart PPE devices that embed sensors for advanced monitoring. A systematic review of smart PPE technologies confirms that vision-based detection is most powerful when connected to centralized analytics engines that aggregate data from cameras, wearable sensors, and other sources to identify complex exposure patterns (Source: ScienceDirect). Open API architectures and cloud-native platforms support this evolution without requiring infrastructure overhauls.
How to evaluate PPE detection solutions
When comparing platforms, EHS teams should map vendor capabilities against the criteria that matter most for multi-site, multi-shift operations:
Evaluation criterion |
What to look for |
Why it matters |
|---|---|---|
Detection accuracy |
Precision above 90%, low false-positive rate, validated in industrial conditions |
Reduces alert fatigue and missed non-compliance events |
Camera compatibility |
Camera-agnostic, ONVIF support, no proprietary hardware lock-in |
Protects existing camera investments, speeds deployment |
Real-time alerting |
Alerts within seconds, configurable routing by zone and role |
Enables correction before exposure escalates |
Multi-PPE support |
Simultaneous detection of hard hats, vests, gloves, respirators, hearing protection |
Covers diverse zone requirements in one platform |
Compliance reporting |
Automated, OSHA-aligned documentation with time-stamped video evidence |
Cuts audit prep time, strengthens regulatory posture |
Integration options |
Open APIs, webhooks, ERP and EHS system connectors |
Embeds PPE data into existing workflows |
Scalability |
Unlimited cameras and sites, centralized multi-site dashboard |
Supports growth without performance degradation |
Governance and security |
SOC 2, NDAA compliance, role-based access, audit logging |
Meets IT/OT security requirements |
Request a proof-of-concept deployment to validate accuracy and alert quality in your specific environment before committing to a full rollout. Iris, Spot AI's custom-detection builder, lets teams create new detections in natural language in roughly eight minutes, so pilots can be tailored to your exact PPE requirements without waiting on vendor engineering cycles.
See how Spot AI standardizes PPE compliance across your plants
Spot AI turns the cameras your facilities already own into AI safety teammates that detect non-compliance in real time, automate audit-ready documentation, and help EHS teams coach every shift to the same standard. Most sites go live in days with no rip-and-replace. Book a demo to see the AI Safety Manager and PPE detection agents working on your camera feeds.
Frequently asked questions
How does video AI handle challenging industrial environments like dust, steam, or low light?
Modern computer vision models are trained on industrial datasets that include variable lighting, dust, steam, and partial occlusions. A peer-reviewed study of a deployed PPE monitoring system reported over 92% detection precision and an F1-score of 0.93 in industrial test conditions (Source: RSIS International). Proper camera placement and adequate resolution further improve reliability.
Can we use our existing security cameras for PPE detection?
Yes. Camera-agnostic platforms connect to any IP camera via ONVIF protocol, including brands like Avigilon, Axis, Pelco, and Hanwha. This eliminates the cost and disruption of a full hardware replacement. Spot AI's plug-and-play hardware connects to existing on-prem cameras, and most sites go live in days.
How do we address employee concerns about AI monitoring?
Frame the system as a safety teammate, not an enforcement tool. Involve workers in reviewing example alerts, setting escalation preferences, and refining detection thresholds. The World Economic Forum recommends clearly communicating how AI systems work, what data they collect, and how outputs will be used (Source: World Economic Forum). When workers see the system catching genuine hazards and helping them correct conditions before anyone gets hurt, acceptance follows.
What kind of ROI can a PPE detection system deliver?
ROI comes from multiple channels: reduced workers' compensation claims, lower insurance premiums tied to improved safety records, fewer OSHA citation risks, less downtime from incident investigations, and reduced management hours spent on manual audits. With occupational injuries costing the U.S. economy an estimated $181.4 billion in 2024 (Source: National Safety Council), even modest reductions in incident rates produce meaningful financial returns for mid- to large-scale manufacturers.
Can a video AI platform do more than PPE detection?
PPE detection is one of many capabilities on a video AI platform. The same camera infrastructure can monitor zone-based access control, track SOP adherence, identify production bottlenecks, and support incident investigations with searchable, time-stamped video. Spot AI ships multiple pre-trained Video AI Agents across safety, operations, and security, and Iris lets teams build custom detections in natural language for any use case specific to their facility.
About the author
Dunchadhn Lyons is Director of AI Engineering at Spot AI. Dunchadhn Lyons leads Spot AI's AI Engineering team, building real-time video AI for operations, safety, and security, turning video data into alerts, insights, and workflows that cut incidents and boost productivity.






.png)
.png)
.png)
.svg)